Auteur: Karl D’haveloose
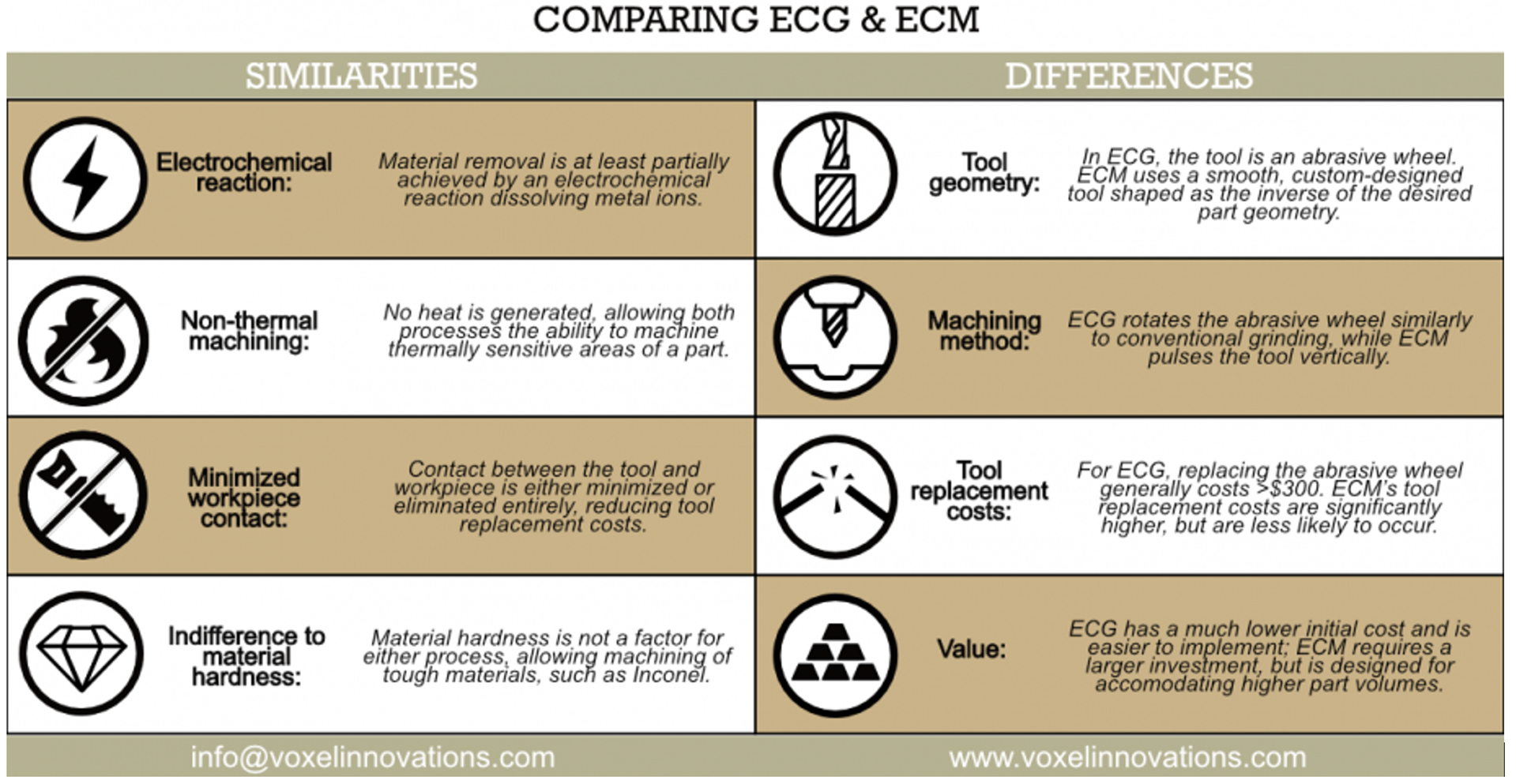
Een vergelijking tussen elektrochemisch slijpen (ECGrinding) en elektrochemisch verspanen (ECManufacturing): ECG gebruikt een roterend slijpwiel, terwijl ECM een gereedschap gebruikt dat de vorm heeft van het omgekeerde van de gewenste geometrie. In dit artikel (Bron Voxeljet/Glebar) vergelijken we deze op eerste zicht gelijke, maar toch verschillende technologieën en hun unieke voordelen, nadelen en toepassingen.
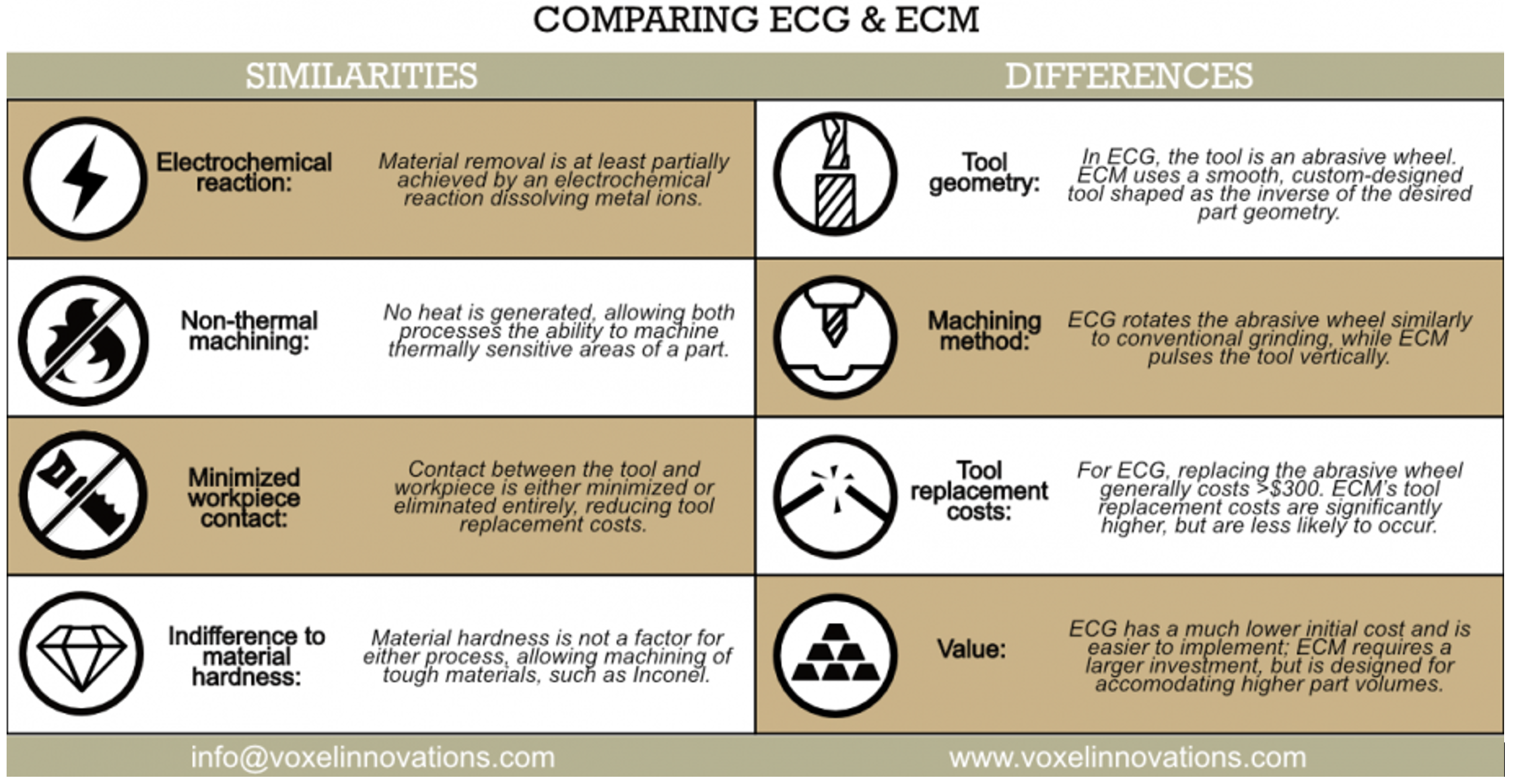
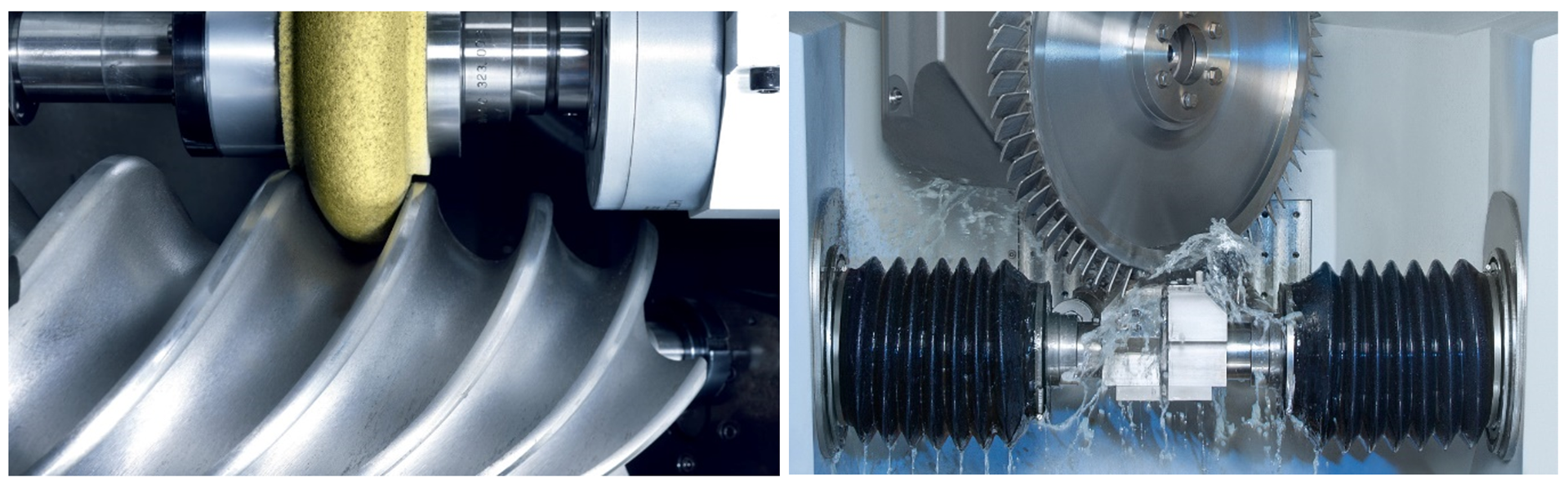
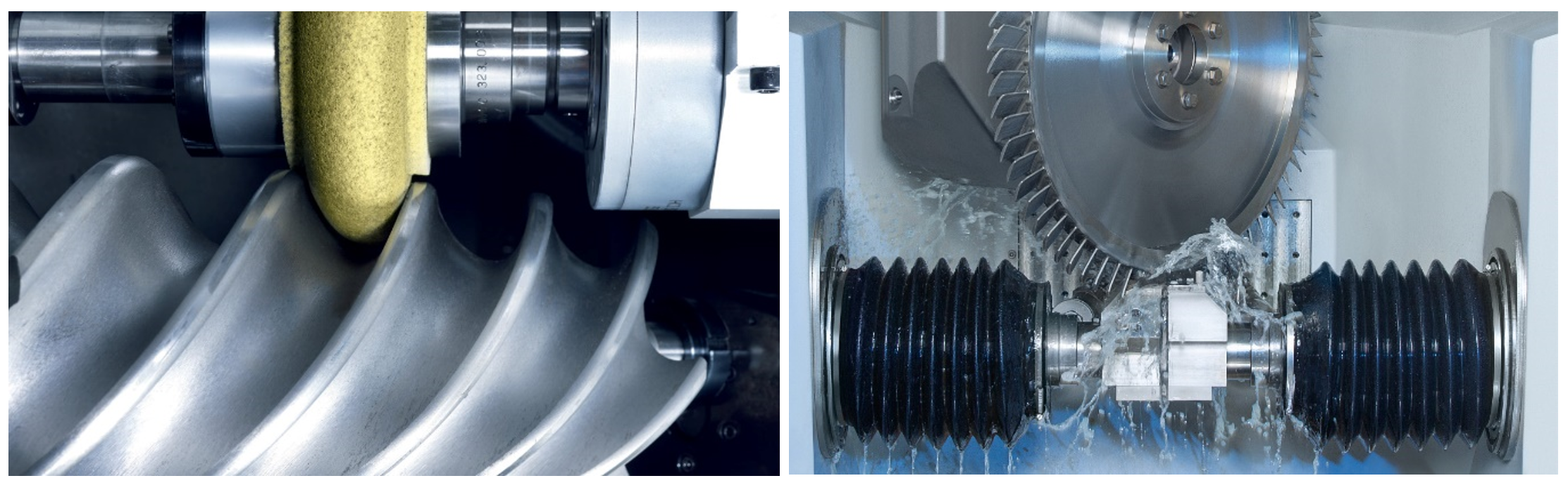
Elektrochemisch slijpen (ECG) en elektrochemisch bewerken (ECM) zijn twee niet-conventionele productieprocessen met enkele overeenkomsten, maar ook met diverse verschillen. Hoewel beiden gebruik maken van elektrochemie om metaal op te lossen, schuilt het fundamentele contrast tussen ECG en ECM in ‘het gereedschap’: ECG gebruikt een roterend slijpwiel, terwijl ECM een tool gebruikt die de vorm heeft van het omgekeerde van de gewenste geometrie.
De gelijkenissen
De belangrijkste overeenkomst tussen deze overigens verschillende technologieën is het gebruik van elektrochemie als methode om materiaal te verwijderen. Het elektrochemische proces begint met het doorspoelen van een elektrolytische vloeistof door een microscopische opening tussen het gereedschap (kathode) en het werkstuk (anode). De geladen elektrolytische vloeistof dwingt negatieve ionen naar de anode te bewegen en positieve ionen naar de kathode, waardoor de metaalmoleculen oplossen en zich verbinden met hydroxylionen om metaalhydroxiden te creëren. Afhankelijk van het proces kunnen deze metaalhydroxiden vervolgens worden verwijderd door te schuren of worden weggespoeld door de elektrolytische vloeistof.
Beide processen gebruiken natriumnitraat (het natriumzout van salpeterzuur met als brutoformule NaNO3. De zuivere stof komt voor als een zeer hygroscopisch kleurloos tot wit kristallijn poeder, dat zeer goed oplosbaar is in water) als elektrolytische vloeistof. Bij ECM worden echter in zeldzame gevallen andere vloeistoffen gebruikt, zoals geconcentreerde zuren. Deze zorgen voor een betere materiaalverwijdering. De stroming, controle en kwaliteit van deze elektrolyt kan cruciaal zijn voor het succes van zowel ECG als ECM.
Verminderde wrijving dixit minder toolverbruik
Door gebruik te maken van elektrochemie in plaats van wrijving om materiaal te verwijderen, zijn zowel ECM als ECG niet-thermische processen, waardoor ze unieke voordelen bieden. Door het aanzienlijk verminderde (ECG) of geëlimineerde (ECM) contact tussen het gereedschap en het werkstuk wordt de slijtage in beide processen aanzienlijk beperkt. Dit geeft beiden ook een hoge mate van herhaalbaarheid: ECG en ECM kunnen veel onderdelen bewerken zonder dat het gereedschap vervangen moet worden of er aan nauwkeurigheid wordt ingeboet. Een ander voordeel van de niet-thermische aard van de processen is hun vermogen om oppervlakken af te werken zonder bramen, scheuren of thermische vervormingen. Hierdoor kunnen ze thermisch gevoelige gebieden, zoals dunne wanden, beter bewerken.
Bovendien werken elektrochemische processen alleen op de geleidende en elektrochemisch reactieve aard van het materiaal en dus niet zozeer op de hardheid ervan. ECM en ECG kunnen bijvoorbeeld Inconel (nikkellegering met chroom/ijzer voor hogere temperatuurweerstand) machinaal bewerken/afwerken in een tempo dat vergelijkbaar is met dat van koper. Deze onverschilligheid voor de hardheid van het materiaal is een van de redenen waarom deze technologieën vaak worden gebruikt voor temperatuurbestendige onderdelen van superlegeringen voor de luchtvaartindustrie, bijvoorbeeld Inconel turbineschoepen.

Vergeleken met conventionele bewerkingsprocessen zijn ECM en ECG over het algemeen sneller in het verwijderen van materiaal, vooral bij moeilijk te bewerken materialen. Door de snellere verspaningssnelheden, in combinatie met een aanzienlijke verlaging van de kosten voor het vervangen van gereedschap, bieden deze processen de grootste voordelen bij projecten met middelgrote tot grote volumes.
Essentiële verschillen
Het belangrijkste verschil tussen ECM en ECG is het type en toepassing van het gereedschap (kathode). Bij ECG is de kathode een slijpschijf die met hoge snelheden wordt rondgedraaid en naar het werkstukoppervlak wordt bewogen. Bij ECG komt de slijpschijf in contact met het werkstuk, hoewel aanzienlijk minder dan bij een conventioneel slijpproces. Terwijl een aanzienlijk deel van de materiaalverwijdering bij ECG kan worden toegeschreven aan het elektrochemische proces, kan een deel van de materiaalverwijdering worden toegeschreven aan het slijpsel van de schijf zelf, dat varieert afhankelijk van de specifieke toepassing en snijparameters. Voor ECG kan een 'conventioneel' gereedschap bestaan uit aluminiumoxide of siliciumcarbide en een 'super abrasief' gereedschap kan bestaan uit diamant of CBN in een geleidende harsbinding.
Bij ECM daarentegen wordt de kathode aangepast aan het onderdeel, dicht bij het werkstuk gehouden en maakt geen contact met het werkstuk. Het gereedschap is meestal van roestvrij staal of een andere corrosiebestendige metaallegering en kan worden vervaardigd via verschillende productiemethoden, waaronder CNC-bewerking, EDM, additieve vervaardiging, enz.
ECM vertrouwt volledig op het elektrochemische proces om materiaal te verwijderen, maar kan trillingen of beweging toepassen op het kathodegereedschap om te helpen bij het spoelen van de elektrolyt.
Het wijzigen van de spanning in elk proces is een cruciale variabele voor ingenieurs om te overwegen. Deze spanning is echter over het algemeen verschillend afhankelijk van het proces. Bij elektronische voorschakelapparaten kan de spanning variëren van 1 tot 20 volt, maar ligt meestal rond 7-12 volt. ECM kan echter een hogere spanning vereisen: van 6 tot 40 volt of meer. Daarnaast kunnen geavanceerde versies van ECM gebruik maken van een gepulste spanningsgolfvorm (soms ook wel gepulste elektrochemische bewerking genoemd - PECM).
ECM of ECG ? Wat, wanneer ?
Als u wilt bepalen welk van deze processen ideaal zou zijn voor de productie van uw onderdelen, stel dan drie vragen, namelijk over het materiaal, de geometrie en het volume.
Als het te bewerken materiaal niet-geleidend is, zoals polymeren of keramiek, dan zijn geen van beide processen geschikt. ECM en ECG kunnen alle geleidende materialen verspanen, inclusief gemakkelijk te verspanen materialen zoals koper of aluminium; maar deze processen zijn het meest kosteneffectief als het gaat om het verspanen van taaie materialen, zoals roestvast staal, nikkel-superlegeringen, titaanlegeringen of (sommige) vuurvaste metaallegeringen.
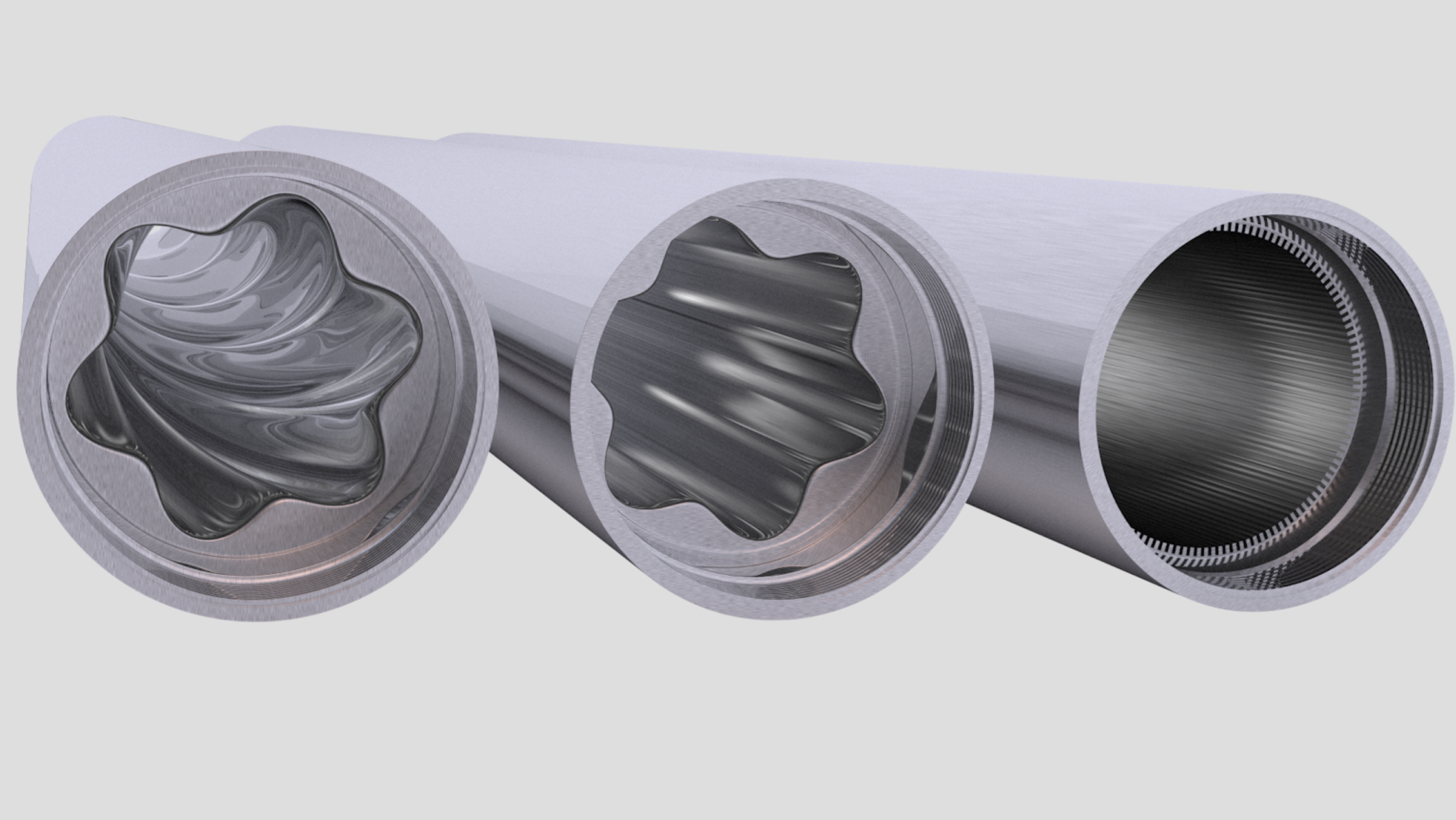
Als het materiaal aan deze criteria voldoet, is de volgende overweging de geometrie en toleranties van het onderdeel. Als een hoge oppervlaktekwaliteit belangrijk is voor het onderdeel, passen ECG en ECM wellicht goed bij elkaar. Daarnaast kunnen deze processen waardevol zijn als de geometrie van het onderdeel complex is, zoals 3D-contouren, dunne wanden of kleine onderdelen (vaak voorkomend in de ruimtevaart en de medische hulpmiddelenindustrie).
Als aan de bovengenoemde criteria is voldaan, is de laatste (en misschien wel belangrijkste) vraag die gesteld moet worden het volume van het onderdeel.
Volumes, productrange en Capex
ECG is een veelzijdig proces dat onderdelen in lage of zeer hoge volumes kan bewerken, afhankelijk van de toepassing. De ruime waaier aan gereedschappen in ECG geeft het een aanzienlijk voordeel, waardoor fabrikanten snel kunnen wisselen van onderdeel of project zonder ingrijpende aanpassingen. ECG-wielen kosten gemiddeld tussen de $150-300, wat lager is dan veel conventionele processen en aanzienlijk lager is dan de gereedschapskosten voor ECM.

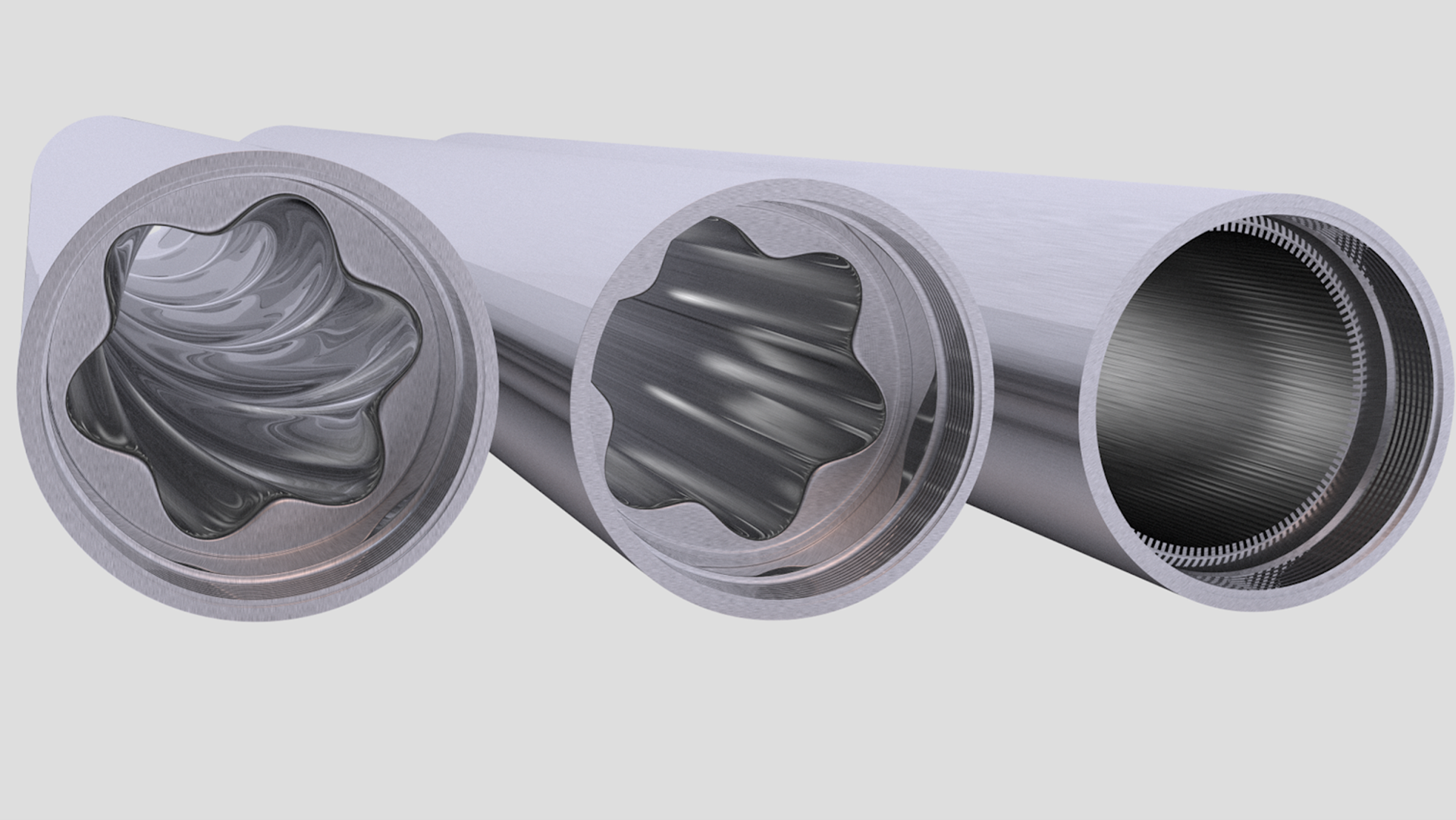
De mate van gereedschapsslijtage is sterk afhankelijk van het materiaal, de schijf, de snelheid en de tolerantie. Glebar en Voxel (beide partners in ECM en EGC) verwijzen naar de verhouding van het verwijderde materiaal gedeeld door de hoeveelheid verbruikt gereedschap als de "G" verhouding. Voor toepassingen zoals het gebruik van een standaard ECG-schijf met aluminiumoxide op roestvrijstalen buizen kan de G-verhouding ongeveer 10 tot 15 zijn. Bij een superschurende schijf van hogere kwaliteit kan de G-verhouding oplopen tot 100.
Vergelijk dit even met ECM, een proces dat meer geschikt is voor grote productvolumes. Omdat het gereedschap in ECM volledig is aangepast aan het betreffende project, waardoor het een extreem hoge herhaalbaarheid heeft, vereist ECM een aanzienlijk hogere investering vooraf om dit gereedschap te maken - ongeveer 8 tot 10 keer hoger dan alleen de aanschaf van een slijpschijf voor ECG. ECM heeft echter bijna geen gereedschapsslijtage en met een herhaalbaarheid van ongeveer <12um (.0005in) kan ECM een onderdeel vervaardigen van (10)duizenden stuks.